In the realm of modern steel manufacturing, thin-slab continuous casting machines (CCMs) have revolutionized production by enabling the creation of ultra-thin (50–150 mm) and high-quality steel slabs at unprecedented speeds (up to 8 m/min). Central to the success of this process is the submerged entry nozzle (SEN)—a precision-engineered component that bridges the tundish and mold, controlling the flow of molten steel into the mold cavity. Unlike conventional casting nozzles, SENs in high-speed thin-slab casting face extreme demands: rapid flow rates, narrow liquid cores, and heightened sensitivity to defects. This article explores the critical performance features of SENs in this context, emphasizing their design, material science, and functional contributions to efficiency and product quality.
Role of the Submerged Entry Nozzle in Thin-Slab Casting
The SEN is more than a simple pipe; it is a dynamic interface that regulates molten steel flow, temperature distribution, and inclusion behavior. In thin-slab casting, its responsibilities include:
- Flow Stabilization: Ensuring laminar (non-turbulent) flow to prevent splashing, which causes surface defects like slag inclusions or cracks.
- Heat Management: Maintaining uniform molten steel temperature to avoid premature solidification in the mold or nozzle.
- Slag Blocking: Preventing floating slag (impurities) from entering the mold, where they could form internal defects.
- Inclusion Control: Facilitating the removal of non-metallic inclusions (e.g., oxides, sulfides) via argon gas injection or design-induced flow patterns.
Key Performance Features of High-Speed Thin-Slab SENs
1. Precision Bore Design: Balancing Flow Rate and Turbulence
The bore (inner diameter) of the SEN is a primary determinant of flow dynamics. In high-speed thin-slab casting, typical flow rates reach 3–5 tons per minute, requiring bores sized to avoid excessive turbulence while maximizing throughput.
- Bore Diameter: Optimized based on casting speed, slab thickness, and steel grade. For example, a 100-mm-thick slab at 6 m/min may use a bore diameter of 80–100 mm. Smaller bores risk insufficient flow, while larger ones invite turbulence.
- Bore Shape: Convergent or divergent profiles are often employed. A convergent nozzle (narrowing toward the mold) accelerates flow gently, reducing shear stress and turbulence. Conversely, a divergent design may be used to stabilize flow in high-superheat scenarios.
- Neck Length: The transition section between the tundish and mold (the “neck”) is critical. A longer neck (150–300 mm) minimizes flow disturbances by allowing the molten stream to stabilize before entering the mold.
2. Refractory Material Selection: Surviving Extreme Conditions
Thin-slab casting exposes SENs to extreme thermal and chemical stresses:
- Temperatures: Up to 1,650°C (3,000°F) in the tundish, with rapid cooling in the mold.
- Chemical Attack: Molten steel reacts with refractories, dissolving elements like aluminum or calcium, which can degrade the nozzle.
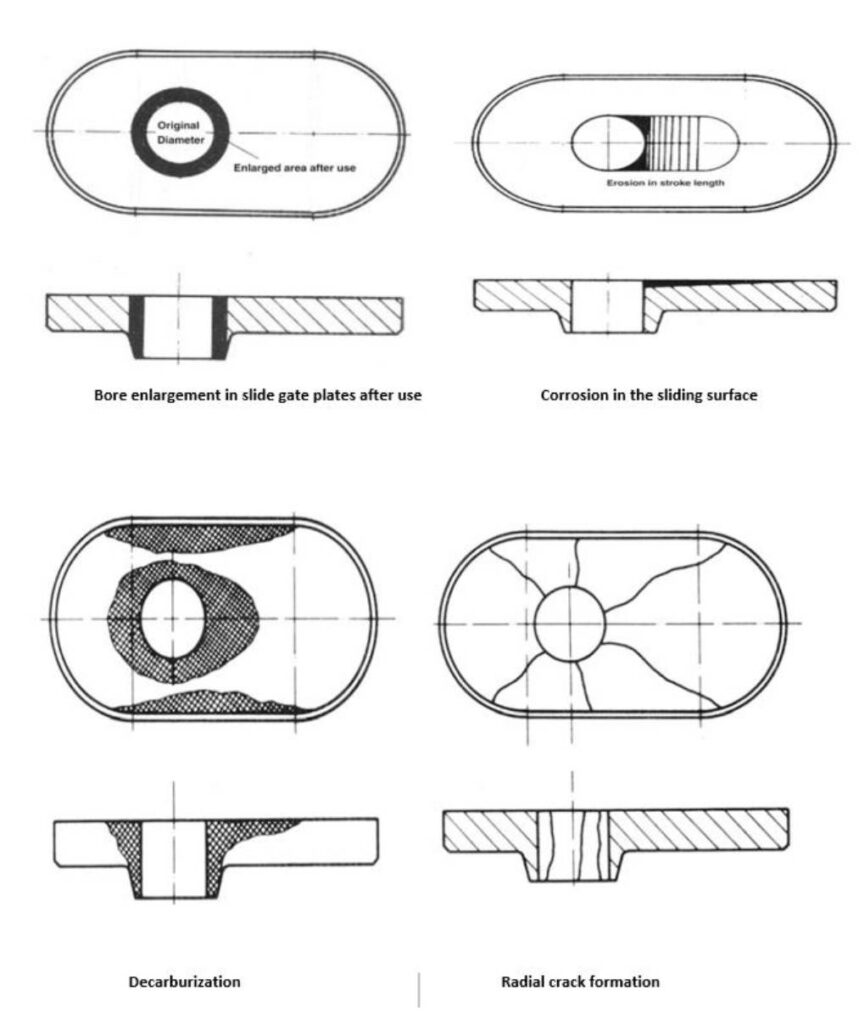
- Erosion: High-velocity flow and abrasive inclusions (e.g., alumina clusters) erode the nozzle walls over time.
To combat these, SENs rely on specialized refractory materials:
- Magnesia-Carbon (MgO-C): Preferred for high-speed casting due to its high thermal conductivity (uniform heat distribution) and excellent erosion resistance. Carbon (5–15% by weight) reduces thermal expansion, minimizing cracking.
- Alumina-Zirconia-Silica (AZS): Used for lower-alloy steels, offering good slag resistance but lower thermal shock resistance than MgO-C.
- Nano-Engineered Composites: Emerging materials like zirconium carbide (ZrC) or silicon nitride (Si₃N₄) ceramics provide superior erosion and corrosion resistance, though they are costly.
3. Slag Blocking Efficiency: Safeguarding Product Quality
Thin-slab molds have a narrow liquid core (often <100 mm thick), making slag entrapment catastrophic. SENs address this with:
- Slag Lip Design: A raised or flared edge at the tundish end of the nozzle creates a physical barrier, preventing slag from flowing into the mold. The height and angle of this lip are optimized based on slag viscosity and flow rate.
- Argon Injection Ports: Small holes in the nozzle wall inject argon gas to create a “gas curtain,” lifting slag away from the molten stream. The placement and size of these ports are critical—too many or too large, and they disrupt flow stability.
4. Thermal Shock Resistance: Withstanding Rapid Temperature Changes
The SEN experiences extreme thermal cycling: molten steel at 1,600°C enters the nozzle, which then rapidly cools as the steel solidifies in the mold. This cycle can cause cracks or spalling (flaking) in poorly designed nozzles.
- Material Gradients: Advanced SENs use gradient refractories—denser materials near the outer wall (to resist erosion) and porous inner layers (to absorb thermal stress).
- Preheating Protocols: Automated preheating systems (using gas or electric heaters) raise the nozzle temperature to 800–1,000°C before casting, minimizing thermal shock.
5. Compatibility with Process Automation
Modern thin-slab CCMs integrate with smart manufacturing systems, and SENs are no exception. High-performance nozzles now feature:
- Sensors: Embedded thermocouples or pressure sensors monitor real-time flow conditions, detecting blockages or uneven cooling.
- Quick-Change Mechanisms: Modular designs allow rapid replacement during downtime, reducing mill stoppage from hours to minutes.
Impact on Thin-Slab Quality and Productivity
The performance of the SEN directly influences the final slab’s quality and the efficiency of the casting process:
- Surface Quality: Laminar flow (enabled by optimal bore design) prevents surface cracks and slag inclusions, reducing post-casting finishing costs.
- Internal Defects: Effective slag blocking and inclusion removal minimize porosity and segregation, improving mechanical properties (e.g., tensile strength, ductility).
- Productivity: Reduced nozzle clogging and longer service life (up to 4–6 heats vs. 2–3 heats for conventional nozzles) lower downtime and increase throughput.
Challenges and Future Innovations
Despite advancements, high-speed thin-slab SENs face persistent challenges:
- Abrasion Resistance: High-alloy steels with hard inclusions (e.g., chromium, vanadium) accelerate erosion, requiring frequent replacements.
- Cost vs. Performance: Advanced materials (e.g., nano-ceramics) improve durability but raise initial costs, limiting adoption in smaller mills.
Future innovations are focused on:
- 3D-Printed Nozzles: Customizable geometries optimized via computational fluid dynamics (CFD) to balance flow and erosion.
- Self-Healing Refractories: Nanomaterials that repair micro-cracks during operation, extending nozzle life.
- AI-Driven Optimization: Machine learning models predicting nozzle degradation in real time, enabling proactive maintenance.
Conclusion
The submerged entry nozzle is a linchpin of high-speed thin-slab casting, where its performance features—precision design, material resilience, slag-blocking efficiency, and thermal stability—dictate both product quality and process efficiency. As steelmakers push the boundaries of speed and thinness, SENs will continue to evolve, integrating cutting-edge materials and smart technologies to meet the demands of next-generation manufacturing. In this dynamic landscape, the humble SEN remains a silent hero, ensuring that thin slabs emerge from the mold defect-free, ready to shape the infrastructure and technology of tomorrow.