Introduction
The submerged entry nozzle (SEN), also known as subentry nozzle or immersion nozzle, represents one of the most critical refractory components in modern continuous casting operations. This essential device controls the delivery of molten steel from the tundish into the continuous casting mold, directly impacting steel quality, surface finish, productivity, and casting stability. Understanding the SEN’s design, materials, performance characteristics, and proper application is fundamental for optimizing continuous casting operations and producing high-quality steel products.
This comprehensive guide explores everything you need to know about submerged entry nozzles, from basic principles to advanced applications, common problems and solutions, design variations for different casting configurations, and current market conditions including suppliers and pricing.

1. What is a Submerged Entry Nozzle (SEN)?
Definition and Primary Function
A submerged entry nozzle is a tubular refractory component that delivers molten steel from the tundish directly into the continuous casting mold while being partially or fully submerged below the steel meniscus (surface level). This critical component creates a controlled flow path that protects the steel from atmospheric exposure and directs the flow pattern within the mold for optimal casting conditions.
Key Functions of SEN
Protection from Atmospheric Exposure:
- Prevents steel reoxidation by oxygen pickup
- Minimizes nitrogen absorption from air
- Reduces hydrogen pickup
- Protects aluminum-killed steels from deoxidation loss
- Maintains steel cleanliness by preventing inclusion formation
Flow Control and Pattern Creation:
- Directs steel flow to optimal locations in the mold
- Creates desired circulation patterns for heat transfer
- Distributes steel velocity to prevent defects
- Controls meniscus behavior and powder consumption
- Influences solidification pattern and shell growth
Thermal Management:
- Maintains steel temperature during transfer
- Provides insulation reducing heat loss
- Influences superheat distribution in the mold
- Affects solidified shell uniformity
Inclusion Management:
- Promotes inclusion flotation to slag
- Prevents inclusion entrapment in solidifying shell
- Facilitates proper slag/steel interface behavior
- Reduces surface and subsurface defects
SEN Design Components
Upper Section (Connection Zone):
- Mounting collar for tundish bottom connection
- Typically includes argon injection ports
- Connection mechanism (threaded, bayonet, or compression fit)
- Sealing surfaces preventing steel leakage
Body (Main Tube):
- Straight tubular section
- Wall thickness: 8-15mm typically
- Internal bore diameter: 50-90mm depending on application
- Length varies based on mold depth and casting machine design
Lower Section (Port Configuration):
- Outlet ports directing steel flow
- Port design critical for flow pattern control
- Various configurations available (detailed below)
SEN Port Configurations
Straight Bore (Open Bottom):
- Single vertical outlet at bottom
- Simplest design
- Limited use in modern operations
- Primarily for special applications
Bilateral Ports (Two-Port):
- Most common configuration (80%+ of installations)
- Two horizontal or angled ports opposite each other
- Port angles typically: 0° (horizontal), 15° down, 30° down
- Creates balanced flow to narrow faces
Four-Port Design:
- Four outlets arranged symmetrically
- Used in bloom and large billet molds
- Better distribution in square molds
- More complex flow patterns
Asymmetric Port Designs:
- Different port sizes or angles
- Used for specific metallurgical requirements
- Addresses flow imbalances
- Custom solutions for problematic grades
Port Angle Significance:
- 15° Downward: Standard for most slab casting, good balance between meniscus stability and deep circulation
- 0° Horizontal: Thin slab casting, minimizes meniscus disturbance
- 30° Downward: Thick slabs, promotes deeper penetration and better mixing
2. Material Composition and Manufacturing
The performance and service life of SEN depend critically on material composition and manufacturing quality.
Primary Material Systems
Alumina-Graphite-Zirconia (Al₂O₃-C-ZrO₂)
Typical Composition:
- Alumina (Al₂O₃): 50-70%
- Zirconia (ZrO₂): 15-30%
- Graphite (C): 3-8%
- Additives and binders: 5-10%
Properties:
- Bulk Density: 3.00-3.30 g/cm³
- Apparent Porosity: 8-14%
- Cold Crushing Strength: 60-100 MPa
- Thermal Shock Resistance: Excellent
- Erosion Resistance: Very Good
Advantages:
- Excellent thermal shock resistance from graphite
- Superior erosion resistance from zirconia addition
- Good non-wetting properties preventing steel adhesion
- Balanced cost-performance ratio
Applications:
- General continuous casting operations
- Carbon steel and low-alloy steel
- Standard slab, bloom, and billet casting
- Most widely used material system (60-70% of market)
Service Life: 2-8 heats depending on steel grade and casting conditions
Alumina-Zirconia (Al₂O₃-ZrO₂) – Carbon-Free
Typical Composition:
- Alumina: 60-75%
- Zirconia: 20-35%
- Binders and additives: 5-10%
- No carbon content
Properties:
- Bulk Density: 3.20-3.50 g/cm³
- Apparent Porosity: 12-18%
- Cold Crushing Strength: 80-120 MPa
- Oxidation Resistance: Excellent (no carbon to oxidize)
Advantages:
- No oxidation concerns during heating or standby
- Clean operation without carbon pickup
- Suitable for peritectic and low-carbon steels
- Better dimensional stability
Disadvantages:
- Lower thermal shock resistance vs carbon-containing grades
- Higher cost (20-30% premium)
- More susceptible to thermal stress cracking
Applications:
- Ultra-low carbon steels
- Peritectic steel grades (prone to longitudinal cracking)
- Long sequence casting requiring extended standby
- Applications where carbon contamination is concern
Service Life: 3-6 heats typically
Zirconia-Graphite (ZrO₂-C)
Typical Composition:
- Zirconia: 70-85%
- Graphite: 8-15%
- Additives: 5-10%
Properties:
- Bulk Density: 3.80-4.20 g/cm³
- Highest erosion resistance
- Excellent thermal shock resistance
- Superior corrosion resistance
Advantages:
- Maximum erosion resistance (50-70% better than Al₂O₃-C-ZrO₂)
- Excellent performance in highly aggressive conditions
- Extended service life in demanding applications
- Best choice for stainless steel and high-alloy grades
Disadvantages:
- Highest cost (2-3× standard materials)
- Limited supplier availability
- Requires careful handling (more brittle)
Applications:
- Stainless steel continuous casting
- High-alloy and specialty steels
- Ultra-high-speed casting operations
- Critical quality applications justifying premium cost
Service Life: 5-12 heats even in demanding conditions
Key Material Properties
Thermal Shock Resistance: Critical for withstanding rapid temperature changes during:
- Initial immersion in molten steel
- Steel flow variations
- Argon injection fluctuations
- Thermal cycling during sequence casting
Erosion Resistance: Essential for service life, influenced by:
- Steel flow velocity through bore and ports
- Steel temperature and superheat
- Steel chemistry (corrosive elements)
- Casting speed and duration
Non-Wetting Characteristics: Prevents steel adhesion and buildup:
- Graphite provides excellent non-wetting
- Surface treatments can enhance properties
- Critical for maintaining consistent flow
- Reduces clogging tendency
Thermal Conductivity: Affects heat transfer and steel temperature:
- Graphite increases conductivity
- Influences steel temperature drop through nozzle
- Impacts superheat management
- Affects mold heat extraction patterns
Manufacturing Methods
Isostatic Pressing (Cold Isostatic Pressing – CIP):
- High pressure applied uniformly (150-300 MPa)
- Creates superior density and uniformity
- Minimal defects and voids
- Tightest dimensional tolerances
- Premium quality standard for SEN
- 90%+ of quality SEN manufactured this way
Advantages of CIP Manufacturing:
- Density: 3-5% higher than conventional pressing
- Uniformity: Consistent properties throughout
- Strength: 15-25% higher mechanical properties
- Quality: Minimal defects and inclusions
- Precision: Tighter dimensional control (±0.5mm)
Quality Control in Manufacturing:
- Raw material testing and verification
- In-process dimensional inspection
- Density measurements on samples
- Mechanical strength testing
- Thermal shock resistance qualification
- 100% visual inspection
- Dimensional verification before shipment
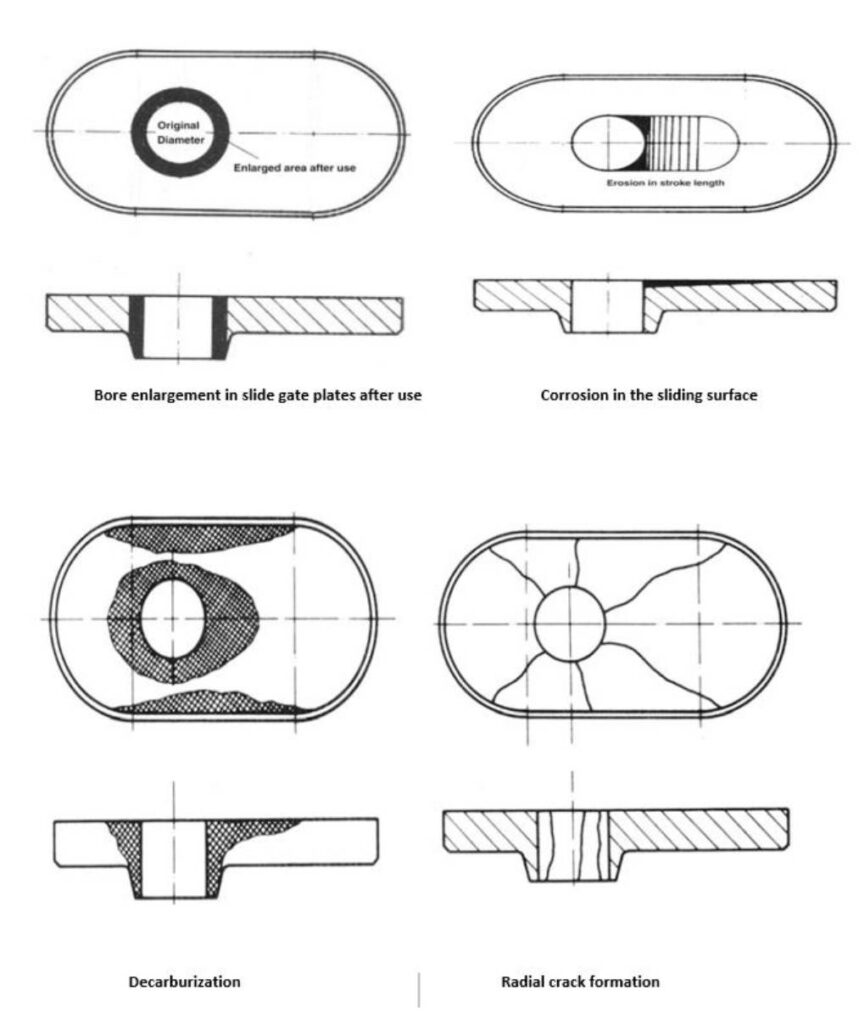
3. Common Problems with Submerged Entry Nozzles
Understanding typical SEN problems enables proactive prevention and rapid resolution.
Problem 1: Nozzle Clogging
Description: Buildup of solid material inside the bore reducing or blocking steel flow
Symptoms:
- Gradually decreasing steel flow rate
- Increasing tundish level required to maintain flow
- Erratic or pulsating flow
- Asymmetric flow from ports
- Complete flow stoppage in severe cases
Root Causes:
Alumina Buildup:
- Aluminum-killed steels prone to Al₂O₃ deposition
- Insufficient oxygen content for dissolved alumina
- Temperature drop causing precipitation
- Chemical reaction between steel and refractory
Inclusion Agglomeration:
- Large inclusion clusters adhering to bore
- Insufficient argon to prevent contact
- Low casting speed allowing buildup time
- Poor tundish steel cleanliness
Refractory Dissolution:
- Chemical attack creating viscous layer
- Slag infiltration into nozzle
- Material incompatibility with steel chemistry
Solidified Steel:
- Temperature drop below liquidus
- Interrupted casting causing freezing
- Insufficient superheat
- Poor thermal management
Impact on Operations:
- Reduced casting speed (10-30% loss)
- Unstable meniscus behavior
- Increased breakout risk
- Quality defects (inclusions, surface marks)
- Forced casting interruption or nozzle change
- Production loss: $5,000-$20,000 per incident
Problem 2: Nozzle Erosion
Description: Excessive wear of bore or port areas reducing service life
Symptoms:
- Enlarged bore diameter
- Irregular port shapes
- Shortened service life (fewer heats than expected)
- Changing flow patterns during sequence
- Potential breakthrough and catastrophic failure
Root Causes:
High Flow Velocity:
- Excessive casting speed for nozzle size
- Insufficient bore diameter
- High steel superheat increasing fluidity
- Turbulent flow creating erosive forces
Aggressive Steel Chemistry:
- High oxygen content
- Corrosive alloying elements (Ti, V, Nb)
- Slag composition incompatibility
- High sulfur content
Material Quality Issues:
- Insufficient zirconia content
- Poor bonding in matrix
- Low density from poor manufacturing
- Contaminated raw materials
Thermal Factors:
- Excessive superheat
- Thermal cycling damage
- Hot spots from flow patterns
- Inadequate material thermal properties
Impact on Operations:
- Shortened service life (50-70% reduction possible)
- Increased refractory consumption costs
- More frequent nozzle changes
- Inconsistent casting conditions
- Quality variations within sequence
Problem 3: Nozzle Cracking and Breakage
Description: Structural failure of nozzle through cracking or complete breakage
Symptoms:
- Visible cracks on external surface
- Through-cracks with steel leakage
- Sudden catastrophic failure
- Piece detachment falling into mold
- Emergency casting stop required
Root Causes:
Thermal Shock:
- Rapid immersion in molten steel without preheating
- Insufficient or rushed preheating protocol
- Large temperature gradients
- Thermal cycling beyond material limits
Mechanical Stress:
- Impact during handling or installation
- Improper mounting creating stress concentration
- Vibration from tundish or casting machine
- Uneven support or misalignment
Material Defects:
- Manufacturing flaws (voids, inclusions)
- Micro-cracks from processing
- Contamination in raw materials
- Delamination between layers
Operational Abuse:
- Excessive service life beyond design
- Operating beyond temperature rating
- Chemical attack weakening structure
- Repeated thermal cycling damage
Impact on Operations:
- Catastrophic failure risk
- Potential safety hazard from falling debris
- Steel leakage creating dangerous situation
- Forced emergency stop
- Potential mold damage
- Production loss: $10,000-$50,000+ per incident
- Risk of injury to personnel
Problem 4: Asymmetric Flow from Ports
Description: Uneven steel delivery from bilateral ports causing flow imbalance
Symptoms:
- One-sided meniscus disturbance
- Uneven mold powder consumption
- Asymmetric solidified shell thickness
- Surface defects on one side
- Uneven heat extraction patterns
Root Causes:
Port Blockage:
- Partial clogging of one port
- Asymmetric alumina buildup
- Slag or inclusion blockage
- Refractory spalling into port
Manufacturing Defects:
- Port size differences between sides
- Asymmetric port angles
- Bore misalignment
- Poor quality control
Installation Issues:
- Nozzle not vertical (tilted)
- Misalignment with tundish outlet
- Damaged port during installation
- Improper mounting
Operational Factors:
- Uneven erosion from turbulent flow
- Asymmetric argon injection
- Temperature gradients in nozzle
- Flow instabilities
Impact on Operations:
- Quality defects (surface marks, inclusions)
- Uneven solidification creating stress
- Increased risk of longitudinal cracks
- One-sided breakout risk
- Product downgrading or rejection
Problem 5: Air Aspiration
Description: Entrainment of air into steel stream through nozzle connections
Symptoms:
- Reoxidation and inclusion formation
- Unstable flow patterns
- Meniscus disturbance
- Quality defects in final product
- Nitrogen pickup in steel
Root Causes:
Poor Sealing:
- Inadequate connection to tundish
- Damaged sealing surfaces
- Insufficient mounting pressure
- Worn gaskets or sealing materials
Negative Pressure Creation:
- High casting speed creating suction
- Restricted flow through partially clogged nozzle
- Low tundish bath height
- Venturi effect in bore
Installation Defects:
- Gaps at tundish connection
- Improper installation procedure
- Missing or damaged sealing components
- Loose mounting hardware
Impact on Operations:
- Steel cleanliness deterioration
- Inclusion defects in final product
- Nitrogen content increase (undesirable in many grades)
- Quality downgrading
- Customer complaints and rejections
4. Solutions to Common SEN Problems
Solution Strategies for Clogging
Preventive Measures:
Steel Chemistry Optimization:
- Maintain optimal aluminum level (0.020-0.040% for killed steels)
- Control dissolved oxygen content
- Minimize inclusion content in tundish
- Optimize deoxidation practice
Argon Injection:
- Inject argon gas through nozzle bore (2-8 NL/min typical)
- Creates protective gas layer preventing alumina contact
- Promotes inclusion flotation
- Maintains cleaner bore surface
- Critical for aluminum-killed steels
Temperature Management:
- Maintain adequate superheat (15-30°C above liquidus)
- Prevent excessive cooling in nozzle
- Optimize tundish heating
- Consider insulated nozzle designs
Nozzle Material Selection:
- Use carbon-free grades for low-carbon steels
- Select higher zirconia content for corrosive grades
- Consider premium materials for problematic applications
Operational Practices:
- Preheat nozzle thoroughly (900-1100°C)
- Minimize interruptions during sequence
- Maintain consistent casting speed
- Avoid prolonged standby periods
Corrective Actions When Clogging Occurs:

Argon Increase:
- Temporarily increase argon flow rate
- May dislodge partial blockages
- Monitor for effectiveness (5-10 minutes)
Temperature Adjustment:
- Increase tundish temperature slightly
- May dissolve some deposited material
- Careful not to exceed material limits
Mechanical Methods (Last Resort):
- Oxygen lancing (external heating)
- Mechanical rodding (risk of damage)
- Typically requires casting stop
- High risk of nozzle damage
Replacement:
- Often most effective solution for severe clogging
- Plan change during natural interruption
- Have spare nozzles ready
- Document clogging pattern for future prevention
Solution Strategies for Erosion
Material Upgrade:
- Increase zirconia content (25-30% vs standard 15-20%)
- Consider zirconia-graphite premium grades
- Use isostatic pressed materials for maximum density
- Specify higher density requirements (>3.20 g/cm³)
Design Optimization:
- Increase bore diameter reducing flow velocity
- Optimize port size and shape
- Consider tapered bore designs
- Use reinforced port areas
Operational Adjustments:
- Reduce casting speed if excessive
- Lower steel superheat when possible
- Optimize argon injection (protects bore surface)
- Monitor and control temperature
Steel Chemistry Control:
- Minimize corrosive elements when possible
- Optimize slag composition
- Control oxygen levels
- Consider refining practice adjustments
Quality Assurance:
- Source from reputable manufacturers
- Verify material specifications with certifications
- Inspect incoming nozzles for defects
- Track performance by supplier and lot
Solution Strategies for Cracking/Breakage
Preheating Protocol:
- Gradual heating to 900-1100°C over 45-60 minutes
- Avoid thermal shock during immersion
- Ensure uniform temperature distribution
- Use preheating station with temperature monitoring
Handling Procedures:
- Train personnel in proper handling techniques
- Use appropriate lifting equipment
- Protect nozzles during storage and transport
- Inspect for damage before installation
Installation Best Practices:
- Follow manufacturer mounting procedures
- Ensure proper alignment (vertical)
- Apply correct mounting pressure
- Verify secure attachment before casting
Material Selection:
- Use materials with superior thermal shock resistance
- Consider graphite-containing grades
- Specify isostatic pressed products
- Verify quality certifications
Inspection Programs:
- Visual inspection before each use
- Reject damaged nozzles
- Monitor service life and replace proactively
- Track failure patterns for improvements
Solution Strategies for Asymmetric Flow
Installation Verification:
- Use alignment tools ensuring vertical orientation
- Check port orientation (typically perpendicular to wide face)
- Verify no damage to ports
- Ensure proper mounting without stress
Argon Distribution:
- Verify symmetric argon delivery to ports
- Check argon injection system
- Monitor and adjust flow rates
- Consider rotating argon injection design
Quality Control:
- Measure port dimensions before installation
- Verify port angles match specifications
- Inspect for manufacturing defects
- Source from quality-certified suppliers
Operational Monitoring:
- Observe meniscus behavior for asymmetry
- Monitor mold powder consumption patterns
- Check for uneven wear during changes
- Address problems early before quality impact
Solution Strategies for Air Aspiration
Sealing Enhancement:
- Use quality refractory mortar or gaskets
- Apply proper mounting pressure
- Inspect sealing surfaces before installation
- Replace worn sealing components
Installation Quality:
- Follow detailed installation procedures
- Train operators in proper techniques
- Verify connections before casting start
- Check for gaps or loose fittings
Pressure Management:
- Maintain adequate tundish bath height
- Avoid excessive casting speeds
- Monitor for flow restrictions
- Optimize nozzle bore sizing
Argon Injection:
- Positive pressure from argon prevents aspiration
- Maintain consistent argon flow
- Monitor pressure and adjust as needed
5. SEN Differences: Thin Slab vs Billet Casting
Different casting configurations require specifically designed SEN for optimal performance.
Thin Slab Casting SEN
Mold Configuration:
- Thin cross-section: 50-100mm thick
- Wide dimension: 800-1500mm
- High aspect ratio (width/thickness: 8-30:1)
- Shallow mold depth
SEN Design Characteristics:
Port Configuration:
- Horizontal ports (0° angle) most common
- Ports perpendicular to wide faces
- Port height: 60-120mm typical
- Port width: 15-40mm
- Designed to minimize meniscus disturbance
Bore Dimensions:
- Internal diameter: 60-80mm typical
- Relatively large to handle high throughput
- Wall thickness: 8-12mm
- Length: 300-600mm (shorter than conventional)
Flow Pattern Objectives:
- Gentle horizontal flow toward narrow faces
- Minimal meniscus disturbance critical
- Avoid excessive penetration depth
- Promote stable powder layer
- Create double-roll flow pattern
Material Selection:
- High thermal shock resistance essential
- Graphite-containing grades preferred
- Erosion resistance important due to high velocities
- Al₂O₃-C-ZrO₂ standard composition
Operational Challenges:
- Very high casting speeds (4-8 m/min)
- High flow velocities creating erosion
- Sensitive meniscus requiring stability
- Limited depth for flow development
- Rapid solidification requiring precise control
Typical Service Life: 2-4 heats (shorter due to aggressive conditions)
Price Range: $120-$200 per piece
Billet Casting SEN
Mold Configuration:
- Square or round cross-section
- Typical sizes: 100×100mm to 300×300mm
- Aspect ratio close to 1:1
- Deeper mold depth than thin slab
SEN Design Characteristics:
Port Configuration:
- 15° downward angle most common
- Four-port designs often used for square billets
- Port height: 40-80mm
- Port width: 12-30mm
- Designed for deep penetration and mixing
Bore Dimensions:
- Internal diameter: 50-70mm typical
- Smaller than thin slab applications
- Wall thickness: 10-15mm
- Length: 500-800mm
Flow Pattern Objectives:
- Deeper penetration promoting mixing
- Four-directional flow for symmetric solidification
- Meniscus stability less critical
- Promote inclusion flotation
- Create optimal superheat distribution
Material Selection:
- Balanced properties required
- Either carbon-containing or carbon-free depending on steel grade
- Al₂O₃-ZrO₂-C standard for most applications
- Carbon-free for low-carbon and peritectic grades
Operational Considerations:
- Moderate casting speeds (2-4 m/min)
- Multiple strand operation common
- Steel grade flexibility important
- Sequence length variations
Typical Service Life: 3-6 heats
Price Range: $80-$150 per piece
Comparison Summary Table
| Feature | Thin Slab SEN | Billet SEN |
|---|---|---|
| Port Angle | 0° (horizontal) | 15° downward |
| Port Configuration | 2-port bilateral | 4-port often |
| Bore Diameter | 60-80mm | 50-70mm |
| Length | 300-600mm | 500-800mm |
| Casting Speed | 4-8 m/min | 2-4 m/min |
| Flow Pattern | Shallow, horizontal | Deep, penetrating |
| Service Life | 2-4 heats | 3-6 heats |
| Price Range | $120-200 | $80-150 |
| Primary Challenge | Meniscus stability | Symmetric distribution |
Bloom Casting SEN (Additional Type)
Mold Configuration:
- Large square sections: 300×300mm to 600×600mm
- Deep molds
- Low casting speeds
Design Features:
- Very large bore diameters (80-100mm)
- Four-port or six-port configurations
- 15-30° downward angles
- Heavy-wall construction
- Longest service life (4-8 heats)
Price Range: $150-$300 per piece
6. Current Main SEN Suppliers (Global Market)
The global submerged entry nozzle market includes several established manufacturers serving the steel industry.
Leading International Suppliers
1. Vesuvius plc (United Kingdom)
- Global Market Position: Leading global supplier, ~25-30% market share
- Headquarters: London, UK with manufacturing worldwide
- Product Range: Complete SEN portfolio for all casting types
- Strengths:
- Extensive R&D capabilities
- Global technical support network
- Innovative designs (Fluent, Ceramic Composite technologies)
- Premium quality and consistency
- Strong presence in Europe and Americas
- Price Positioning: Premium (10-20% above market average)
- Notable: Industry technology leader, frequent innovations
2. RHI Magnesita (Austria/Brazil)
- Global Market Position: Major supplier, ~15-20% market share
- Headquarters: Vienna, Austria
- Product Range: Comprehensive SEN offerings
- Strengths:
- Strong technical expertise
- Global manufacturing footprint
- Integrated refractory solutions
- Excellent customer support
- Strong European and South American presence
- Price Positioning: Premium
- Notable: Part of largest refractory company globally
3. Krosaki Harima Corporation (Japan)
- Global Market Position: Leading Asian supplier, ~10-15% market share
- Headquarters: Kitakyushu, Japan
- Product Range: High-quality SEN for demanding applications
- Strengths:
- Superior quality standards
- Advanced material technology
- Strong presence in Asia
- Excellent service to Japanese steel makers
- Premium product performance
- Price Positioning: Premium (highest prices globally)
- Notable: Preferred supplier for many quality-focused Asian steel producers
4. SEPR (Saint-Gobain Group, France)
- Global Market Position: European specialist, ~8-12% market share
- Headquarters: La Défense, France
- Product Range: Specialized SEN designs
- Strengths:
- Part of Saint-Gobain materials group
- Strong technical capabilities
- European market focus
- Quality and reliability
- Price Positioning: Premium
- Notable: Strong in stainless steel applications
Chinese Manufacturers
5. Henan Yangyu Refractories Co., Ltd (HYRE)
- Market Position: Growing Chinese manufacturer with international reach
- Headquarters: Zhengzhou, Henan Province, China
- Established: 2008 (15+ years experience)
- Export Markets: 15+ countries worldwide
- Product Range:
- Complete SEN portfolio (thin slab, billet, bloom)
- Al₂O₃-C-ZrO₂ standard and premium grades
- Carbon-free Al₂O₃-ZrO₂ options
- Customized designs available
- All manufactured using isostatic pressing
- Strengths:
- Competitive pricing (30-40% below European suppliers)
- Consistent quality with ISO 9001 certification
- Flexible customization capabilities
- Responsive technical support
- Fast delivery times (4-6 weeks standard)
- Growing reputation for reliability
- Price Positioning: Competitive value
- Technical Capabilities:
- Modern CIP pressing equipment
- In-house quality control laboratory
- Material development capabilities
- Application engineering support
- Notable: Rapidly growing presence in global market, excellent value proposition
- Contact:
- Website: https://hyrefr.com
- Email: info@hyrefr.com
- Phone: +86-18039359711
6. Luoyang Refractories Group (China)
- Market Position: Large Chinese producer
- Strengths: Large production capacity, domestic market leader
- Price Positioning: Competitive
7. Zibo Refractories (China)
- Market Position: Regional Chinese supplier
- Strengths: Cost-competitive, large volume capability
- Price Positioning: Budget to mid-range
8. Yingkou Refractories (China)
- Market Position: Northern China supplier
- Strengths: Serving domestic steel industry
- Price Positioning: Competitive
Regional Suppliers
North America
- CoorsTek (USA): Premium products, limited SEN focus
- Resco Products (USA): Specialty applications
South America
- Magnesita Refratários (Brazil): Regional supplier
- Local manufacturers serving domestic markets
India
- OrientAbrasives/Orient Refractories (India): Growing domestic supplier
- HarbisonWalker International (India operations): International quality
Market Share Distribution (Approximate)
- Vesuvius: 25-30%
- RHI Magnesita: 15-20%
- Krosaki Harima: 10-15%
- SEPR: 8-12%
- Chinese Manufacturers Combined: 25-30%
- HYRE: Growing market presence
- Other Chinese suppliers: 20-25%
- Other Regional Suppliers: 10-15%
Supplier Selection Criteria
Quality-Focused Operations:
- European/Japanese suppliers (Vesuvius, RHI, Krosaki)
- Highest quality but premium pricing
- Extensive technical support
- Best for critical applications
Value-Conscious Operations:
- Quality Chinese manufacturers (HYRE, Luoyang)
- Good quality at competitive prices
- Adequate technical support
- Best for cost optimization without compromising performance
Volume-Driven Operations:
- Mix of suppliers for competition
- Chinese manufacturers for standard grades
- Premium suppliers for critical applications
- Strategic partnerships for volume discounts
7. Current Submerged Entry Nozzle Prices (2025)
SEN pricing varies significantly based on size, material, design complexity, and supplier.
Price Ranges by Application
Thin Slab SEN
Standard Al₂O₃-C-ZrO₂ (horizontal ports):
- Chinese suppliers (HYRE, etc.): $120-$160 per piece
- European suppliers (Vesuvius, RHI): $180-$240 per piece
- Japanese suppliers (Krosaki): $200-$280 per piece
Premium Al₂O₃-C-ZrO₂ (high zirconia, isostatic):
- Chinese suppliers: $160-$200 per piece
- European suppliers: $240-$320 per piece
- Japanese suppliers: $280-$360 per piece
Carbon-Free Al₂O₃-ZrO₂:
- Chinese suppliers: $140-$180 per piece
- European suppliers: $200-$280 per piece
- Japanese suppliers: $240-$320 per piece
Billet SEN (Square Mold)
Standard Al₂O₃-C-ZrO₂ (2-port or 4-port):
- Chinese suppliers: $80-$120 per piece
- European suppliers: $130-$180 per piece
- Japanese suppliers: $150-$220 per piece
Premium Al₂O₃-C-ZrO₂:
- Chinese suppliers: $120-$150 per piece
- European suppliers: $180-$240 per piece
- Japanese suppliers: $200-$280 per piece
Carbon-Free (for peritectic steels):
- Chinese suppliers: $100-$140 per piece
- European suppliers: $150-$200 per piece
- Japanese suppliers: $180-$250 per piece
Bloom SEN (Large Sections)
Standard (4-port, large bore):
- Chinese suppliers: $150-$220 per piece
- European suppliers: $250-$350 per piece
- Japanese suppliers: $300-$400 per piece
Premium/Heavy-Duty:
- Chinese suppliers: $220-$300 per piece
- European suppliers: $350-$480 per piece
- Japanese suppliers: $400-$550 per piece
Factors Affecting SEN Prices
Size and Design Complexity:
- Thin slab: Larger, more material (+30-50% vs billet)
- Multi-port designs: Increased manufacturing complexity (+10-20%)
- Custom designs: Engineering and tooling costs (+20-50%)
- Large bloom sizes: Maximum material usage (+50-100% vs standard billet)
Material Composition:
- Standard zirconia content (15-20%): Base pricing
- High zirconia (25-30%): +15-25% premium
- Zirconia-graphite premium grades: +100-150%
- Carbon-free grades: +10-20% premium
Manufacturing Quality:
- Standard pressed: Lower cost (less common for SEN)
- Isostatic pressed (CIP): Standard quality (90%+ of market)
- Premium isostatic with tight tolerances: +10-15%
- Certified testing and documentation: +5-10%
Order Quantity Discounts:
- 1-50 pieces: List price
- 51-200 pieces: 5-10% discount
- 201-500 pieces: 10-15% discount
- 500-1000 pieces: 15-20% discount
- 1000+ pieces (annual contract): 20-25% discount
Geographic Factors:
- Chinese manufacturing: Base competitive pricing
- European manufacturing: +50-100% premium
- Japanese manufacturing: +70-120% premium
- Freight costs: $5-20 per piece depending on origin/destination
- Import duties: Variable by country (typically 5-15%)
Technical Support and Services:
- Basic product supply: Base price
- Application engineering consultation: Included or +$500-2000
- On-site technical service: $2000-5000 per visit
- Performance guarantee programs: +5-10% premium
- Custom development: $5000-20,000 engineering charge
Cost Per Heat Analysis
Smart buyers analyze total cost per heat, not just purchase price:
Example: Billet Casting Operation
Option A: Budget Chinese SEN
- Purchase price: $85 per piece
- Average service life: 3 heats
- Downtime for change: $800 (1 hour @ $800/hour)
- Installation labor: $50
- Total cost per change: $935
- Cost per heat: $312
Option B: Quality Chinese SEN (HYRE)
- Purchase price: $125 per piece
- Average service life: 5 heats
- Downtime for change: $800
- Installation labor: $50
- Total cost per change: $975
- Cost per heat: $195
Savings with Option B: $117 per heat (38% reduction) Annual savings (500 heats/year): $58,500
Option C: European Premium SEN
- Purchase price: $180 per piece
- Average service life: 6 heats
- Downtime for change: $800
- Installation labor: $50
- Total cost per change: $1,030
- Cost per heat: $172
Analysis: Premium European SEN provides 12% better cost per heat than quality Chinese, but at 44% higher purchase price. Quality Chinese (Option B) offers best value improvement over budget options.
Price Trends and Outlook
Current Market Conditions (2025):
- Raw material prices relatively stable
- Increased competition from Chinese manufacturers
- Quality improvements in Chinese products narrowing gap
- Pressure on premium suppliers to demonstrate value
- Growing emphasis on total cost vs purchase price
Future Outlook:
- Chinese manufacturers gaining market share through quality improvements
- Continued consolidation among global suppliers
- Technology developments may command premiums
- Sustainable manufacturing becoming differentiator
- Digital services (monitoring, analytics) adding value
Purchasing Strategies:
- Qualify multiple suppliers across price tiers
- Trial Chinese suppliers for potential cost savings
- Reserve premium suppliers for most critical applications
- Negotiate annual contracts for volume discounts
- Focus on cost per heat, not just piece price
- Build partnerships for technical support and innovation
Conclusion
Submerged entry nozzles are critical components in continuous casting, directly impacting steel quality, productivity, and operational costs. Success requires understanding SEN fundamentals, material properties, common problems and solutions, design variations for different applications, and smart procurement strategies.
Key Takeaways
- Function is Critical: SEN protects steel from atmosphere and controls flow patterns essential for quality
- Material Matters: Composition directly affects erosion resistance, thermal shock resistance, and service life
- Design for Application: Thin slab, billet, and bloom casting require specific SEN configurations
- Prevent Problems: Proper preheating, argon injection, and operational practices prevent most issues
- Total Cost Focus: Cost per heat analysis reveals true value, not just purchase price
- Supplier Selection: Balance quality, price, technical support, and reliability
- Chinese Competition: Quality Chinese manufacturers (like HYRE) offer excellent value proposition
Recommendations for Steel Producers
Optimize Performance:
- Implement rigorous preheating protocols
- Use argon injection for aluminum-killed steels
- Monitor and replace before catastrophic failure
- Track service life data for continuous improvement
Smart Procurement:
- Qualify multiple suppliers including quality Chinese manufacturers
- Trial HYRE and similar suppliers for potential 30-40% cost savings
- Reserve premium European/Japanese suppliers for most critical needs
- Negotiate volume contracts for best pricing
Technical Excellence:
- Partner with suppliers offering strong technical support
- Participate in continuous improvement programs
- Share performance data for collaborative optimization
- Stay current with material and design innovations
The SEN market offers excellent opportunities for cost optimization without sacrificing quality through strategic supplier selection and best practice implementation.
Contact HYRE for High-Quality Submerged Entry Nozzles
Henan Yangyu Refractories Co., Ltd (HYRE) manufactures premium submerged entry nozzles for all continuous casting applications using cold isostatic pressing technology. Our SEN products deliver reliable performance at competitive prices, serving steel producers in 15+ countries worldwide.
Product Range:
- Thin slab SEN (horizontal and angled ports)
- Billet SEN (2-port and 4-port configurations)
- Bloom SEN (large bore, heavy-duty designs)
- Standard and premium material grades
- Custom designs for specific applications
Why Choose HYRE:
- 15+ years specializing in flow control refractories
- ISO 9001 certified quality management
- Modern isostatic pressing manufacturing
- Complete testing and certification
- Competitive pricing (30-40% below European suppliers)
- Responsive technical support
- Fast delivery (4-6 weeks standard)
- Proven performance in demanding applications
Contact Information:
- Website: https://hyrefr.com
- Email: info@hyrefr.com
- Phone: +86-18039359711
- Address: Zhengzhou Enterprise Center, No.1 Block, Floor 9, Henan Province, China
Request a quote or technical consultation today to discover how HYRE SEN can optimize your continuous casting operations!